
服务热线
0512-57362379
手机1:15162611120
手机2:13773181318
联系人:唐经理
地址:昆山市周市镇青阳北路565号
地址:江苏淮安市盱眙县工业园区玉环大道88号
扩散焊接又称扩散连接,是指两种以上固相材料(包括中间层材料)固着,置于真空或保护气氛中,加热至母材熔点以下的温度,施加压力,使连接界面的微塑性变形密切,进而通过原子互扩散形成牢固的冶金结合,保温连接方法。平心而论,四个里面有我,还有你。
扩散焊根据焊接过程中是否产生液体分为固体扩散焊和瞬间液体扩散焊。
固体扩散焊接工艺
固体扩散耦合过程大致分为三个阶段。
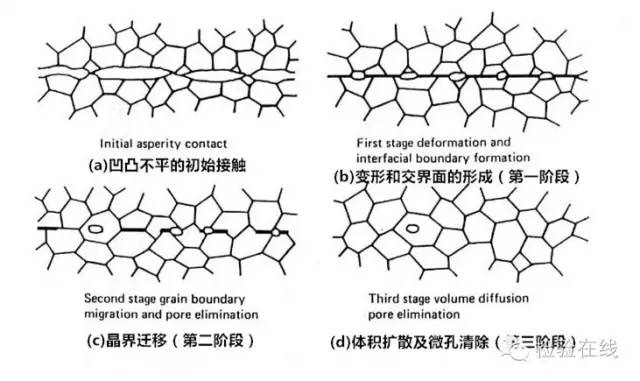
第一阶段是接触变形阶段,是高温下微观不平的表面。在施加应力的作用下,一些点先达到塑性变形,在持续压力的作用下,接触面积逐渐扩大,最终达到全面可靠的接触。
第二阶段是界面过渡阶段,通过界面原子之间的相互扩散形成牢固的结合层。这个阶段通常持续几分钟到几十分钟。
第三阶段是界面和孔的消失阶段。在接触部位形成的结合层逐渐向体积方向发展,扩大牢固的结合面,去除界面孔,形成可靠的结合接头,三个过程相互交叉进行,在结合过程中生成固溶体和共晶体,有时通过金属间化合物的形成、扩散、再结晶等过程形成固体冶金的结合可以实现可靠的结合。
瞬间液相扩散焊接过程(TLP-Transient Liquid Phase)

瞬间液状扩散焊接过程概略图
TLP扩散焊接技术由Daniel F、Paulonic、David S、Duvall、William A、Owczarski三人提出,1972年获得美国专利,1974年正式采用“TLP Bonding”一词,并用照片说明其金属学原理。
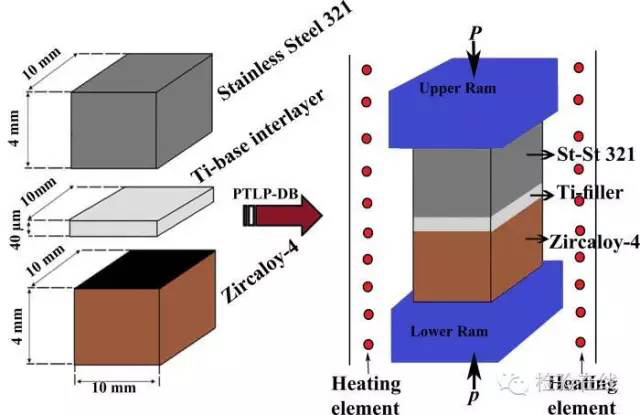
图:不锈钢-钛-锆合金扩散焊
TLP扩散焊接技术主要用于航空发动机耐高温部件的制造。同时,瞬时液体扩散焊(TLP)也称为接触反应焊或扩散焊。如果生成低熔点的共晶体,则也称为共晶反应钎焊。夹在两个焊接工作台之间的夹层材料在加热后熔融,形成非常薄的液状膜。其重要特征是其润湿充满整个接头间隙后,在保温过程中通过液相和固相之间的扩散逐渐凝固形成接头。具体过程也分为三个阶段。
第一阶段为液相生成阶段,首先将中间层材料夹在焊接表面之间施加一定压力,然后在无氧化条件下加热,使母材与中间层之间相互扩散,形成少量液相,填补整个接头间隙。
第二阶段是等温凝固阶段,为了使液相中的熔点降低的元素大量扩散到母材中,在液-固之间进行充分的扩散。因此,母材内的一些元素溶解于液相中,液相中的熔点逐渐上升,凝固形成接头。
第三阶段为均一化阶段,等温凝固后继续保温扩散完成一次,冷却后单独加热完成,还可得到成分与组织均一化的接头。
扩散焊接特征
优点:
1.在真空扩散焊的情况下,由于气体不过热、不熔融,因此能够在不降低焊接部件性能的情况下焊接所有金属或非金属。
2.扩散焊接头质量好,焊接件精度高,变形小。

管板扩散焊
3.可焊接大截面接头和结构复杂、接头不易接触、厚度大不相同的工件。
4.可以在组件上同时焊接多个管接头。
当然有优点也有缺点,但是扩散焊接的缺点真的不少。
真空扩散焊接对象物的表面制造及组装质量非常严格,特别是对结合部的表面更严格。不能比较其他焊缝。
焊接热循环时间特别长,生产效率特别低。焊接快几分钟,慢几十个小时。
3.焊接过程中会引起一些物质和金属颗粒的生长问题。
4、真空扩散焊设备复杂,一次性投入巨大,待焊件尺寸受限于设备,有时不能连续批量生产,这主要需要在真空或惰性气体保护的密封条下等特殊焊接过程中进行扩散焊接。

扩散焊接装置
扩散焊接的应用领域
真空扩散焊是适应航空、航天等高科技领域和新材料的连接需求而迅速发展起来的一种精密连接方法,如陶瓷、金属间化合物、非晶及单晶合金材料等一些特殊材料,传统焊接方法有金属与陶瓷、铝与钢、难以实现钛与钢、普通金属与玻璃等性能差的异种材料的连接。