服务热线
0512-57362379
手机1:15162611120
手机2:13773181318
联系人:唐经理
地址:昆山市周市镇青阳北路565号
地址:江苏淮安市盱眙县工业园区玉环大道88号
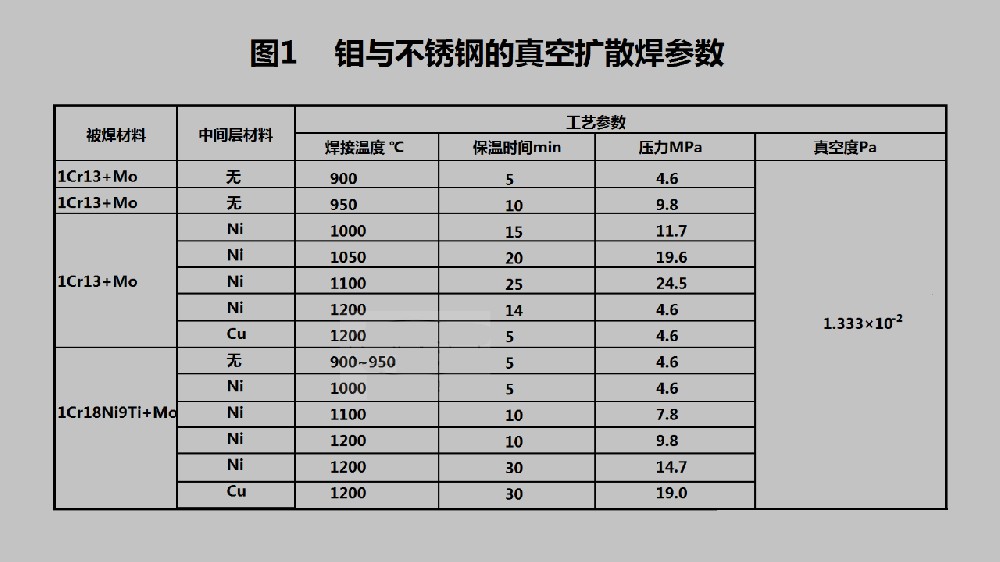
当钼和不锈钢的真空扩散焊接时,为了提高接头性能,可以使用中间扩散层。中间扩散层材料通常是镍和铜,并且使用镍或铜作为中间层的接头不产生金属间化合物。该接头变形小,塑性好,强度高,接头质量稳定可靠。
钼与1Cr13的真空扩散焊接头强度高,主要是因为1Cr13中的Cr和Mo可以形成无限连续的固溶体,铬可以在钼和铁的固溶体内形成Cr-Mo铁氧体,在过渡区可以形成铬合金化α铁固溶体和FeMo2基的金属间化合物。钼与1Cr13的工艺参数:温度900~1200℃,压力4.6~24.5MPa,时间5~25min,真空度1.333×10-2Pa,焊接接头强度可达382-451MPa。
采用钼与Cr18Ni9Ti真空扩散焊工艺参数:温度900~1200℃,压力4.6~19.0MPa,保温时间5~30min,真空度1.333×10-2Pa,对钼与1Cr18Ni9Ti进行了焊接,焊接接头质量良好,未发现任何缺陷。但金相分析表明,在接触区附近有一个宽度约为5μM的亮带,这是扩散的结果,是铁、镍和钼化合物的混合区,如MoFe7、MoNi、MoNi3、MoNi4等。
钼和不锈钢真空扩散焊的焊接参数如图1所示: