
服务热线
0512-57362379
手机1:15162611120
手机2:13773181318
联系人:唐经理
地址:昆山市周市镇青阳北路565号
地址:江苏淮安市盱眙县工业园区玉环大道88号
摘要:压头是真空扩散焊接炉中的核心部件,压头的设计至关重要,本文对压头的材料选择、结构设计和应力校核等进行了介绍,并对压头平行度的调整和试验方法进行了详细的介绍。试验结果表明,压头选材设计合理,压头结构由冷区向热区过渡设计,以及压头平行度等由粗调到精调的方法,完全可以满足技术指标的要求,对同类型真空扩散焊炉的设计和试验具有参考价值
关键词:真空炉、扩散焊接压头压力试验
在许多连接技术中,扩散焊接是最近发展起来的方法,是一种使工件在一定温度和压力作用下在母材表面产生极小的微观塑性流变相但相对不移动的固体焊接方法[1]。
真空扩散焊接的原理是将两个焊接对象工件的截面研磨并放置在一起,在真空环境下加热到金属熔融温度的0.7~0.9倍,在加压条件下使工件接触面局部塑性变形,产生金属原子间的连接和原子间的相互扩散,实现两个工件的连接[2]。
在真空扩散焊接中,可以焊接含有①性质大的金属、金属、非金属(陶瓷等)材料的不同硬度、强度的各材料,②焊接后,可以维持原工件的物理、化学、机械性质。③加热均匀,焊接件变形小,组织均匀,残余应力小,可保持焊接后工件高精度的几何尺寸和形状;④焊接结构复杂、厚度差大的工件。⑤可以与真空热处理等其他加工工艺同时进行[3]。
为了保证更好的焊接质量,压力扩散焊接设备需要精确控制焊接温度、时间和压力,此外,压头的结构和加工装配质量也直接影响焊接件的机械性能,因此压头的设计和加工至关重要。首先,压子材料必须在真空、高温、压力条件下保持各特性的稳定。其次,压头平面是工件的直接接触面和施力面,压头部分的平面度、平行度和粗糙度优于技术要求,能满足高精度的焊接和装配要求。
一、压力装置结构:
压力机构包括上下压杆、上下压头、底座、压力传感器和驱动部分等,压力装置可采用电液伺服或电伺服系统精确控制加压、卸压过程。加压时,下压头保持静止,驱动部移动上压头而移动。下压件安装在炉体下方的基台上,上压件插入炉体。移动头通过凸缘安装在炉体上方的支撑体上,通过电缸或伺服电动机拖动其上下运动,压力传感器安装在下压头与下基座的结合部上。压力机构结构示意图如图1所示:
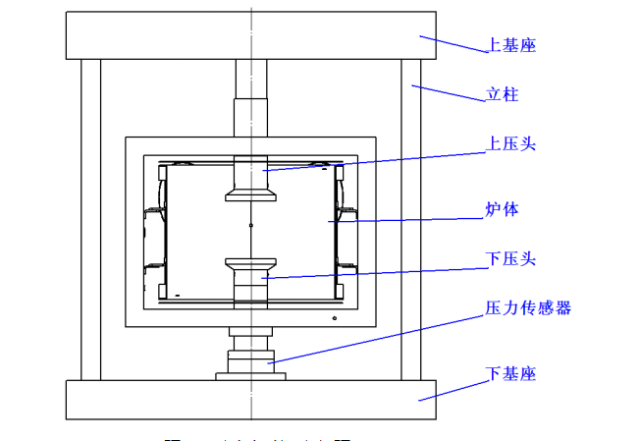
图1压力机构概略图
二、压头的选择与设计:
1.材质选择:
扩散焊接在高真空和高温环境下进行,加热器和热区的材质通常选用钨、钼、钽、石墨、耐热不锈钢等耐高温材料。钽、钨材料比较昂贵,钨加工困难,质脆,石墨适合气体保护环境,但真空环境一般选用钼和耐热不锈钢。表1为部分材料的物理性质,由表1可知,钼的弹性模量更大,即刚度更大,硬度也是不锈钢的2倍以上,钼的线膨胀系数仅为不锈钢的1/3。综合考虑,压杆部分需要水冷,需要与真空室连接,涉及与不锈钢的焊接等,因此压杆介入的热区部分选择钼,其余部分选择S31008耐热不锈钢。压头始终处于高温区,要求高温下机械强度好,因此选择钼材料加工压头。
2.压头设计
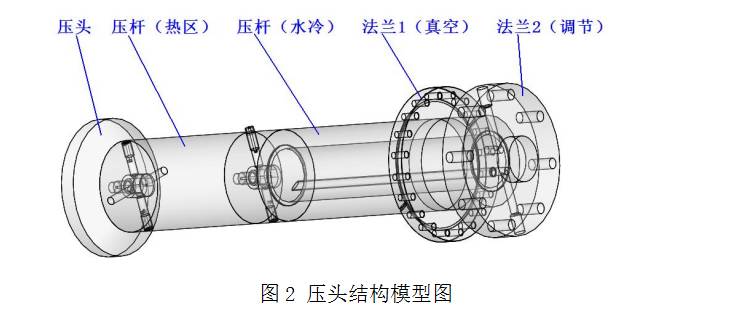
在真空扩散焊接炉中,除了炉体、炉门、密封凸缘、电极等通常的冷却之外,水冷压棒还进入炉内[4]。在压力机构中,上下压头最终是与工件(模具)接触的部分,压棒部分仅起到连接压头和传递力的作用。通常,压头和压杆被设计成阶梯过渡型,完成后的三维模型如图2所示。其中压头和压杆部分通过连接器可靠组装、可拆卸结构,维修更换方便。压杆为中空结构,内部通入冷却水,出入口设计在法兰2上,与真空部分隔离,避免水温上升、漏水等危险性。法兰1与真空室法兰对接,实现真空密封,法兰2与压力系统对接,实现压力控制与调节。
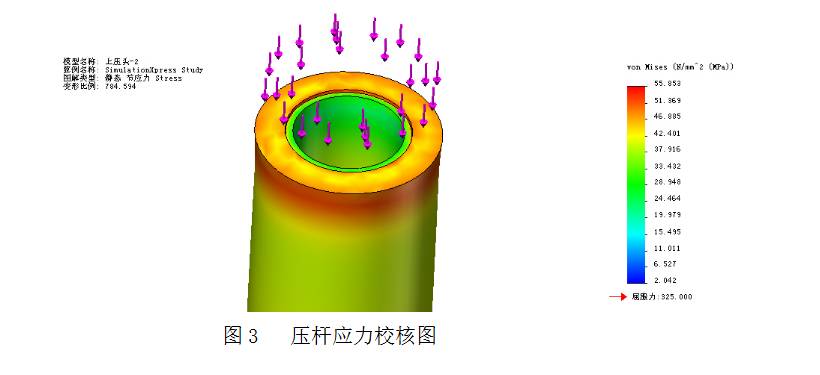
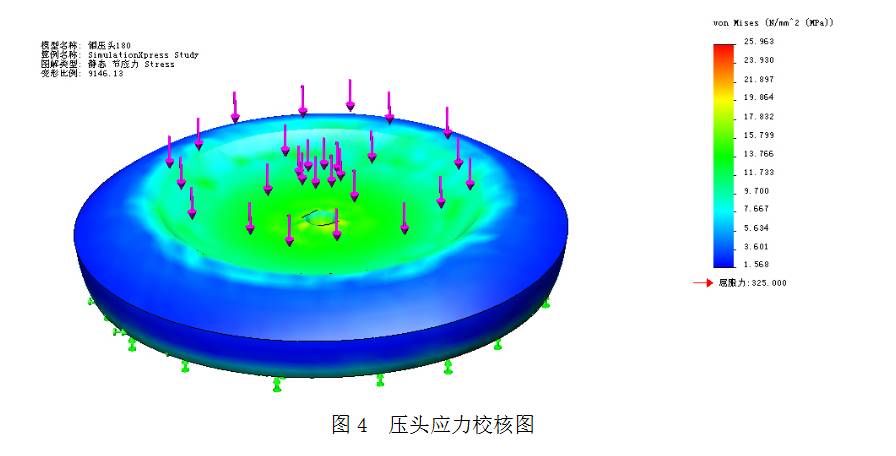
压头建模完成,使用基于有限元的仿真软件进行应力校核和优化。压头结构的应力校核可简化为水冷压杆部分和压头部分两个主要受力部件。根据最大压力1.5倍对压杆模型进行静应力校核,校核结果:安全系数(FOS)为5.82,满足要求,应力校核图如图3所示;最大压力1.3倍对压头本体模型进行仿真校准,校准结果:变形比9146,安全系数(FOS)12.5,确认设计模型合格。应力校正图如图4所示。
压头设计和制造过程中需注意的其他问题:
①连接器材料的线膨胀系数应与压头材料接近或一致。在超高真空环境下,连接器、紧固件等必须设计排气孔,用于连接压头的紧固件等安装和预紧固容易,有防松设计,更换和修理容易。②圆周方向扣件末端不得超过压杆最大外缘,压头升降时会发生碰撞和摩擦,避免热筛变形或压力值波动。③压杆与压头的连接部也应确保足够的强度,避免在最大压力下发生塑性变形或断裂。④压杆所有焊接均采用氩弧焊、真空侧焊、焊后加工。压头加工后应保证上下表面的平面度及上下表面与轴线的垂直度,上下接触面最后需精磨。
三、压力试验部
压力试验前的准备工作:检查压力系统各装配点、控制回路及上下限开关、工控机端的压力和位移限值,确保无误且连接可靠。压力试验应尽量减少对超高真空室的污染。压力试验进行从粗调到微调的过程,本试验前需进行模拟运行和压力负荷:
1.粗调:测量上下热屏蔽层与压杆之间的间隙,避免周向摩擦或接触受力,引起压力值波动。间隙调整方法:加热器与电极之间设计有柔性连接,因此在松开热筛骨架固定螺钉后,沿水平方向整体平移炉体热筛,测量圆周方向,距离尽可能均匀。在工控机的控制下,使上压件反复升降两次,观察压力显示,以压力值无波动为合格。
值得注意的是,上下热网的压杆通过孔在装配前必须一体加工,通过修理毛刺,既有利于装配间隙的调整,又有利于改善表面清洁度、清洗。
2.压力校正:采用标准的砝码,置于下压头上,上压头静止不动,校准工控机端的力输出值,精度根据工艺最大力值和压力传感器精度设定;取下砝码,观察压力值是否为零,否则修正。这样,在最大压力值稳定、精度达到要求之前反复试验3次以上,返回到零的压力值和精度也合格。
3.精加工调整:如图5所示,在下压头上放置模具,直径为同压杆。慢慢降低上压杆接近模具
(无接触),使用测量工具测试上下压杆的同轴度,调整螺钉,必要时重复步骤1。调整上压头行程,测定圆周方向的上压头与模具上面间的间隙,通过调整螺钉来调整上压头的平行度
4.测试:用软线围成一个圆放在下压头上,直径参考压杆的尺寸,如图6所示。关炉门进行试验,从最大设计力值的5%开始加压,每次加压完成后打开炉门,用千分尺测量金属线压后周向厚度变化,重复测量平行度优于0.1mm,确认合格。
5.实验合格后,进行试验片试验压,首先在冷压、再热压、热压状态下,真空度优于5×10-3Pa,温度900℃,炉体冷却测定,合格后进行正式技术试验。
四、结论
本系统压头试验完成后,分别在冷态和热态真空状态下,采用TU2无氧铜板和304不锈钢片进行技术试验。设备验收试验结果见表2:
表2压力系统试验结果
优于
真空扩散焊堆压力系统是一个综合复杂的系统,压子结构是其最重要的部分。除压头结构外,还需配合平整稳定的底座,上下平台的连接孔必须严格一次加工成型,底座和立柱装配时配合水平仪和直角尺等严格控制立柱平行度和上下底座高度差我们需要确保没有错误,然后再锁上它。传动部选用精密滚珠丝杆对和高精度涡轮蜗杆对,消除了空行程。
此外,设备需要高精度和高可靠性的电伺服压力加载系统和导向机构,还需要完善的压力值、位移和温度等保护措施。控制部通过工控机完成,智能人机操作界面,配合高精度光栅尺和压力传感器,设定各参数后启动压力系统,压力负荷和保持过程可自动完成同时可以生成实时数据和曲线。可以保存、查询或输出历史数据。