
服务热线
0512-57362379
手机1:15162611120
手机2:13773181318
联系人:唐经理
地址:昆山市周市镇青阳北路565号
地址:江苏淮安市盱眙县工业园区玉环大道88号
铍是一种轻金属元素,在热反应堆中起着中子分散材料和中子反射材料的作用。铍具有密度低、导热性好、高温强度高、稳定性好等优点。然而,铍在室温下易碎,易氧化,易形成不溶性氧化物,塑性差。铍的机械强度相对较高,但其塑性不高,常温下易碎。它很难加工和加压,而且有毒。铍和铍合金与钢焊接的主要问题如下:
① 在焊接过程中,铍基金属侧高温部分易因气体污染而脆化。在焊接过程中,钢的成分(碳钢或不锈钢)熔化在焊道上,容易形成低熔点的共晶,并具有很高的热裂纹倾向。
② 铍的氧化介于铝和镁之间,并且具有很强的氧化性。在焊接过程中,铍快速氧化成具有高熔点的BeO,这影响了焊接沉积物,并且容易产生熔渣。
③ 气体污染也增加了产生孔隙的趋势。在焊接热循环的作用下,过热和晶粒长大也容易影响接头的性能。因此,钢和铍的焊接性较差。
(1) 钢与铍及铍合金的真空扩散焊
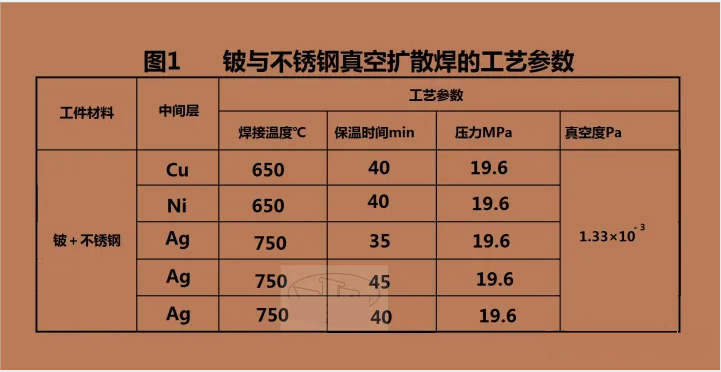
在不锈钢和铍的真空扩散焊接过程中,选择铜和镍作为中间扩散层。电镀侧容易产生脆性层,因此结合强度低。采用银箔作为中间扩散层,可大大提高结合强度,抗拉强度可达352.8MPa。焊接前,不锈钢和铍的焊接表面首先进行2~3min的电磨处理(酸洗溶液为Cr2O3240g、H3PO4900mL、H2O200mL,电流密度为100A·μM-2),焊接温度为650~750℃时,接头强度随温度的升高而增加,但当温度超过750℃时接头强度降低。不锈钢和铍真空扩散焊的技术参数见图1。
铍的挥发物和铍的结合粉尘对焊接工人有毒有害。因此,真空扩散焊接时应加强劳动保护和通风设施,防止中毒。

(2) 钢与铍和铍合金的钎焊
铍和铍合金容易氧化和被气体污染,因此使用普通钎焊时接头强度不高。不锈钢和铍使用具有良好塑性的银焊料,接头强度仅达到166.6MPa。因此,只有采用真空钎焊和气体保护钎焊,并选择润湿能力强的银基钎料或塑性良好的镍基钎料,才能获得良好的钎焊接头。铍与不锈钢、蒙乃尔合金和镍的真空钎焊技术参数和接头财产见图2。
真空钎焊铍和不锈钢时,必须选择铝硅填充金属、铝银填充金属、银和银基填充金属以及银铜共晶(28%Cu)填充金属。也可以选择铜焊料,但它不如银、银基焊料和银铜焊料有效。
当使用Al-Si填充金属(包括7.5%或12%的Si)时,应注意填充金属的流动性较差,没有间隙填充将形成针孔,这将影响接头强度。因此,必须采用预配置焊料的方法。在使用银和银基焊料(AgCu7%Li0.2%)的情况下,可以通过添加少量锂来改善流动性和润湿性。使用预先设置的销钉可以获得更好的针状焊接接头,使用AgCu共晶屋檐可以减少铍在产品边界上的渗透所造成的合金化效应。为了减少铜和铍脆性相的形成,它可以加快温度升高,缩短时间,提高接头质量。也就是说,通过快速加热可以获得良好的钎焊接头。