
服务热线
0512-57362379
手机1:15162611120
手机2:13773181318
联系人:唐经理
地址:昆山市周市镇青阳北路565号
地址:江苏淮安市盱眙县工业园区玉环大道88号
1.选择铝合金焊丝时应注意的问题如下
1)焊接接头的裂纹敏感性
影响裂纹敏感性的直接因素是母材与焊丝的匹配。通过选择熔融温度比母材低的焊接金属,可以降低焊接金属和热影响区域的龟裂敏感性。例如,在焊接硅含量为0.6%6061合金时,选择相同的合金作为焊接接缝,裂纹敏感性大
但是,使用硅含量为5%的ER4043焊丝时,其熔融温度低于6061合金,在冷却过程中具有较高的塑性,因此耐裂纹性能良好。另外,焊接金属对Al-Mg-Cu具有高的裂纹敏感性,因此避免镁和铜的组合。真空扩散焊接加工方法有哪些种类型的
2)焊接接头的力学性能
工业纯铝强度最低,以4000系铝合金为主,5000系铝合金强度最高。铝硅焊丝具有高的耐裂纹性,但含硅焊丝塑性差,因此对于焊接后需要塑性变形加工的接头来说,应避免选择含硅焊丝。
3)焊接接头的使用性能
填充金属的选择除了取决于母材成分外,还与接头的几何形状、运行中的耐腐蚀性要求、焊接件的外观要求有关。例如,为了使容器具有良好的耐腐蚀性或防止贮藏产品的污染,贮藏过氧化氢的焊接容器需要高纯度的铝合金。在这种情况下,填充金属的纯度必须至少相当于母材。真空扩散焊接加工方法有哪些种类型的
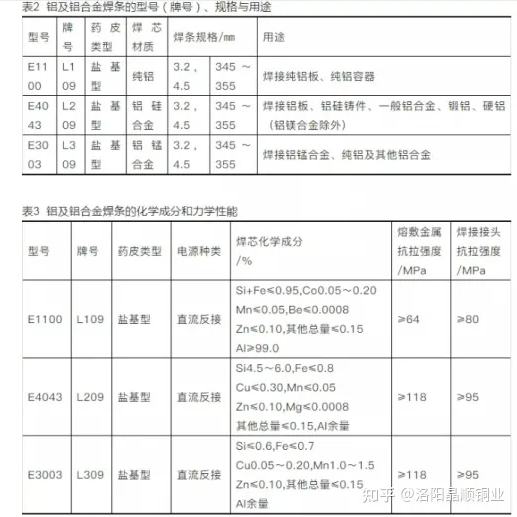
(2)焊条
铝合金焊条的型号、规格和用途如表2所示。铝合金焊条的化学成分和力学性能如表3所示。
(3)保护气体
焊接铝合金的惰性气体有氩气站和氦气。氩气的技术要求为Ar>99.9%、氧<0.005%、氢<0.005%、水分<0.02 mg/L、氮<0.015%。氧、氮增加,均使阴极雾化作用恶化。氧>0.3%时,加剧钨极烧损,超过0.1%时,焊接表面失去光泽或变黑。
钨极氩弧焊时,交流高频焊接选用纯氩气,适用于大厚板。直流正极性焊接选择Ar+He或纯Ar。真空扩散焊接加工方法有哪些种类型的
熔化极氩弧焊时,板厚<25mm时,采用纯Ar。板厚为25~50mm时,使用添加了10%~35%Ar的Ar+He混合气体。板厚为50~75mm时,优选使用添加了10%~35%或50%He的Ar+He混合气体。板厚>75mm时,建议添加50%~75%He的Ar+He混合气体。
2.铝合金焊接技术
01.铝合金的气体焊接
氧-乙炔气焊热效率低,焊接热输入不集中,焊接铝及铝合金时需采用溶剂,焊接后还需去除残渣,接头质量及性能也不高。由于气焊设备简单、无需电源、操作方便灵活,常用于焊接厚度薄的薄板或小零件、铝合金零件或铝铸造零件等质量要求不高的铝合金零件。
(1)气焊的接头形式
对铝合金进行气焊时,不应采用接头和T形接头,该接头难以清理流入接头的残留溶剂和炉渣,应尽量采用对接接头。为保证焊接件焊接时焊缝不穿透或凹陷烧接,可采用带槽垫片,垫片一般由不锈钢或纯铜等制成,垫片焊接可获得良好的背面成型,提高焊接生产率。真空扩散焊接加工方法有哪些种类型的
(2)气焊溶剂的选择
在铝合金气焊的情况下,为了顺利进行焊接过程,保证焊接质量,气焊的情况下需要加入溶剂以去除铝表面的氧化膜及其他杂质。
气焊溶剂(又称气剂)是气焊时的助焊剂,主要作用是在气焊过程中去除铝表面生成的氧化膜,改善母材的润湿性能,促使获得致密的焊接组织等。气焊铝合金必须使用溶剂,一般在焊接前溶剂直接散布在被焊接工件的坡口,或者附着在焊丝上添加到熔池中。
铝合金溶剂是钾、钠、钙、锂等元素的氯人盐,是粉碎后经筛以一定比例制备的粉状化合物。例如,铝冰晶石(Na3AlF6)可以在1000℃下溶解氧化铝,可以将氯化钾等难以溶解的氧化铝转变为容易熔融的氯化铝。该溶剂熔点低,流动性好,熔融金属的流动性也改善,能够使焊道的成形良好。真空扩散焊接加工方法有哪些种类型的
(3)焊接喷嘴和火焰的选择
铝合金有很强的氧化性和吸气性。在气体焊接的情况下,应采用中性火焰或微弱碳化火焰(乙炔的过度碳化火焰)使铝不被氧化,并将铝熔池置于还原性气氛的保护下。严禁使用氧化焰,氧化性强的氧化焰会使铝强烈氧化,阻碍焊接过程的进行,因此,如果乙炔过多,游离的氢可能溶解在熔池中,在焊接部产生气孔,导致焊接部松动。
(4)定位焊接
为了防止焊接过程中焊接件尺寸和相对位置的变化,焊接件焊接前必须进行点焊。铝的线膨胀系数大,导热速度快,气焊加热面积大,定位焊应比钢密一些。
定位焊接用的填充焊丝与产品焊接时相同,定位焊接前必须在焊接间隙涂敷气体剂。定位焊的火焰输出比气焊时稍大。
(5)气焊作业
在焊接钢铁材料时,可以根据钢材的颜色变化来判断加热的温度。但是,焊接铝时,没有这个方便的条件。铝合金从室温加热到熔化的过程中颜色没有明显变化,因此操作人员难以控制焊接温度。但是,可以根据以下现象掌握实施焊接的时机:
1)被加热工件的表面由亮白色变为暗银白色,表面氧化膜起皱,在加热部位的金属存在波动现象的情况下,达到熔融温度,表明可以实施焊接。
2)使用带有溶剂焊丝的端部及被加热的部位,在焊丝与母材能量熔融时,即达到熔融温度,能够实施焊接。
3)当母材的边缘部有倾倒现象时,母材达到熔融温度,可以实施焊接。
气焊薄板可采用左焊法,焊丝位于焊接火焰前,该焊接法由于火焰指向未焊冷金属,热量部分丧失,有利于防止熔池过热、热影响区金属晶粒长大和烧穿。母材厚度超过5mm时,可采用右焊法,该焊丝在焊炬后面,火焰指焊缝,热损失小,熔深大,加热效率高。真空扩散焊接加工方法有哪些种类型的
气体焊接厚度小于3mm的薄壁时,焊炬倾斜角为20~40°,气体厚材焊接时,焊炬倾斜角为40~80°,焊丝与焊炬的角度为80~100°。铝合金气焊应尽量一次性焊接接头,避免沉积第二层。因为沉积第二层会引起焊接压头等。